Kauçuk enjeksiyon üretiminde kalite, yalnızca hatta çıkan ürünü ölçmekle sağlanamaz. Sistematik ve öngörülü kalite yönetimi, tasarım aşamasından sevkiyata uzanan tüm süreçte entegre edilmelidir.
1. Tasarım Aşamasında Kalite: DFM ve Mold-Flow Analizi
Kalite kontrol, genel kanının aksine üretim hattında değil, tasarım masasında ürün henüz dijital ortamdayken başlar. DFM (Design for Manufacturing — Üretim için Tasarım) analizi, parçanın kalıptan sorunsuz çıkmasını engelleyebilecek geometrileri önceden tespit eder.
Mold-Flow (kalıp akış simülasyonu) yazılımları ise erimiş plastiğin kalıp içindeki davranışını, dolum dengesini, kaynak noktalarını (weld line) ve hava tuzaklarını önceden modelleyerek maliyetli kalıp revizyonlarının önüne geçer.
DFM Analizinin Kapsadığı Konular
- ▸Et kalınlığı tutarlılığı (önerilen: nominal kalınlığın ±25%'i)
- ▸Draft açısı kontrolü (minimum 1° önerilir)
- ▸Güçlendirici nervürlerin doğru oranlanması (nervür yüksekliği/et kalınlığı ≤3:1)
- ▸Sink mark (çökme izi) riski taşıyan bölgelerin belirlenmesi
- ▸Gate (enjeksiyon kapısı) konumu optimizasyonu
2. İstatistiksel Proses Kontrol (SPC)
SPC, üretim sürecindeki değişkenliği istatistiksel yöntemlerle izleyen ve bir hata oluşmadan önce sürecin kontrol dışına çıktığını tespit eden proaktif bir kalite aracıdır. Kontrol grafikleri (X-bar, R-chart, P-chart) üretim verilerini anlık olarak görselleştirir.
Süreç yeterliliği göstergesi olan Cpk değeri, kritik karakteristikler için ≥ 1.33 hedeflenmeli; otomotiv müşterilerinde genellikle ≥ 1.67 talep edilmektedir. ASA CONTA'da tüm kritik özellikler için SPC takibi online olarak gerçekleştirilmektedir.
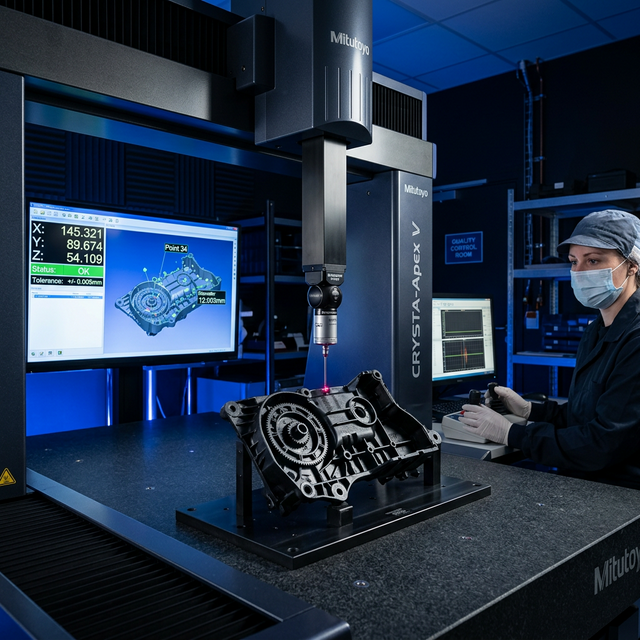
3. CMM ile Boyutsal Doğrulama
Koordinat Ölçüm Makineleri (CMM), parçanın 3D geometrisini ±1 µm hassasiyetle ölçerek CAD modeliyle karşılaştıran, günümüz kalite güvencesinin temel aracıdır. CMM ölçüm raporları (ballon drawing ile ilişkilendirilerek) müşteriye FAI (First Article Inspection) paketi olarak sunulur.
CMM Ölçümünde Dikkat Edilmesi Gereken Parametreler
- ▸Kritik boyutlar ve GD&T (Geometrik Boyutlandırma ve Toleranslama) sembollerinin tam ölçümü
- ▸Yüzey pürüzlülüğü (Ra değeri) kontrolü
- ▸Eğrilik, diklik, düzlemsellik ve silindiriklik değerlendirmesi
- ▸Delik konum toleransı (true position) hesabı
4. In-Line Görüntü İşleme Sistemleri
Modern kauçuk enjeksiyon üretim hatlarında kamera tabanlı in-line kontrol sistemleri, her parçayı saniyeler içinde tarayarak flash, çöküntü, renk sapması ve eksik dolum gibi görsel hataları otomatik olarak ayıklar. Yanlış-ret (false reject) oranını minimize etmek için öğrenme süreçli yapay zeka algoritmaları kullanılmaktadır.
5. Kalite Güvencesinde Dokümantasyon
IATF 16949 ve ISO 9001 gereklilikleri çerçevesinde her üretim partisi için kontrol planı, ölçüm kayıtları, NCR (uygunsuzluk raporu) ve 8D raporları hazırlanır. Tüm kayıtlar en az 5 yıl muhafaza edilir ve talep halinde müşteriye sunulur.
Sıkça Sorulan Sorular (SSS)
Kauçuk enjeksiyonda en sık karşılaşılan kalite hataları nelerdir?
En yaygın hatalar; sink mark (çöküntü izi), weld line (kaynak çizgisi), flash (çapak), short shot (eksik dolum) ve warpage (çarpılma) olarak sıralanabilir. Bu hataların büyük çoğunluğu, doğru süreç parametresi ayarı ve mold-flow analizi ile önlenebilir.
Cpk değeri neden 1.33'ün üzerinde olmalıdır?
Cpk = 1.33, sürecin ±4σ aralığında çalıştığını ve temel gereksinimleri karşıladığını gösterir. Otomotiv sektöründe 1.67 ile ±5σ hedeflenir; bu da milyonda 0.57 hata anlamına gelir.
FAI (First Article Inspection) belgesi nedir?
FAI, yeni bir ürünün veya kalıbın ilk üretim partisinden alınan numunelerin tasarım şartnamesine uygunluğunu belgeleyen kapsamlı ölçüm ve test raporudur. PPAP sürecinin temel belgelerinden biridir.